Part I: Pretreatment of agricultural waste for Bio-oil Production
The conversion of biomass into bio-oils using pyrolysis technologies is of growing interest due to the need for energy independence and potential environmental benefits. The conversion is hindered by the low efficiency because of the tight structure and stable properties of biomass. Pretreatment can disintegrate the structure and facilitate the conversion.
In this study, three pretreatment methods, dilute acid, dilute alkali and steam explosion, were tested to determine the influence of biomass pretreatments on bio-oil produced during fast pyrolysis. Lignocellulosic compositions of pretreated materials were determined; characterization was performed by scanning electron microscope (SEM) imaging. The bio-oil physical properties of pH, water content, acid value, density, viscosity, and heating value were determined. Bio-oil chemical characterization was determined by gas chromatography/mass spectrometry (GC/MS) and Fourier Transform Infrared (FTIR) methods.
Results shows pinewood pretreated with 1% and 0.5% H2SO4 produced bio-oils with the highest yield, 63%, compared to the bio-oils of untreated and other pretreated pinewood (Figure 2). GC/MS chemical characterization showed that the chemical composition of the bio-oils was influenced by pretreatment method. The quality of bio-oil obtained from 1% H2SO4 pretreatment was the best because of higher HHV, less water content, higher pH and higher viscosity.
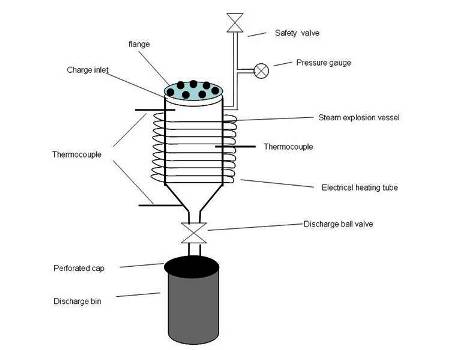
Figure 1. Schematic of steam explosion equipment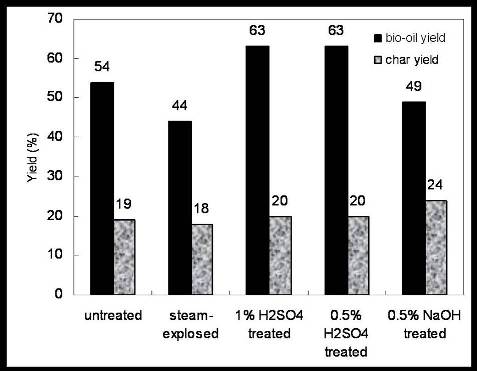
Figure 2. Bio-oil and char yield of large size (> 1.532mm)
pinewood with different pretreatment
Part II: Biological conversion of agricultural waste
a) Fermentation of sugar from bio-oil into alcohol
Currently, almost all of the bioethanol
produced in the world is from corn or sugarcane. There is a large debate about the use of
energy crops versus food crops as feedstocks to produce ethanol. The increased demand for corn to produce
ethanol drives corn prices up, which will in turn drive up many food prices as
a whole. Researchers have turned to cellulosic biomass to find a way to
efficiently produce ethanol and take a strain off of the food market.
Levoglucosan produced by pyrolysis is a promising
substitute of food crops to produce bio-ethanol. Levoglucosan (1, 6-
anhydro-β-D-glucopyranose) has the same chemical composition as the monomeric
building block of cellulose: C6H10O5. It
contains an intermolecular glucosidic bond, which can be directly or indirectly
fermented into biofuels and chemicals. Recently,
levoglucosan has been able to be obtained at yields of up to 50% by utilizing
metal ions during biomass pyrolysis. Levoglucosan is produced from cellulose
degradation that occurs between 240-350 °C during pyrolysis. It can then be extracted, hydrolyzed into
glucose, and used for the fermentation of ethanol. There are also other
anhydrosugars produced from pyrolysis such as cellobiosan. It can also be converted into glucose, but it
must be hydrolyzed into levoglucosan and cellobiose first.
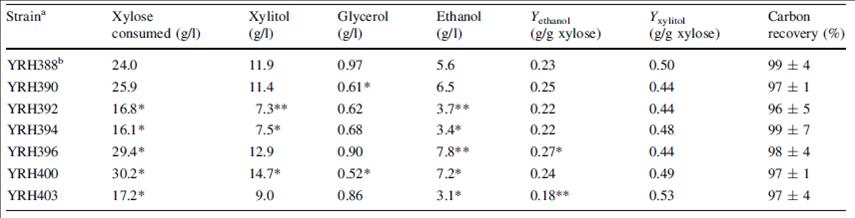
The strain used in this
project is genetically modified Saccharomyces
yeast YRH400 (USDA,
b) Bio-gasification of agricultural waste
Agricultural waste contains
a lot of renewable bioenergy and can be used to produce energy for heating,
electricity and other form of power. Since the late 1970s, lots of biogas digesting
tanks has been established. However, the
technology used in biogas production is of low conversion efficiency. Some of important
reasons are that the stover is difficult to hydrolyze and hydrolysis and methanogenesis
have different optimum conditions. In this part, pretreatment and special reactors
are applied to solve these problems.
The system used for this study was shown in
Figure.3. The entire reactors were made of plexiglas (inner diameters 12 cm,
height 50 cm). The stover, the sludge (60 g) and tap water were added and mixed
in every batch. 0.3% (wt). Ammonium bicarbonate was
added to adjust the C/N to about 30:1. The liquid was circulated intermittently
between the hydrolysis reactor and the methano-genesis reactor every six hours.
In the methano-genesis reactor, the anaerobic digested sludge was inoculated
and slags were added as fillings. The digest ion temperature is kept at 30℃ and
the biogas was collected with draining water method.
With the steam-explosion and two phased digestion design, the degradation rate of cellulose and semi-cellulose of the stover were 63.0% and 67.4%, much higher than single-phased one without pretreatment. The degradation rate of the lignin is similar and about 5%. The total biogas yield was higher and increased faster.
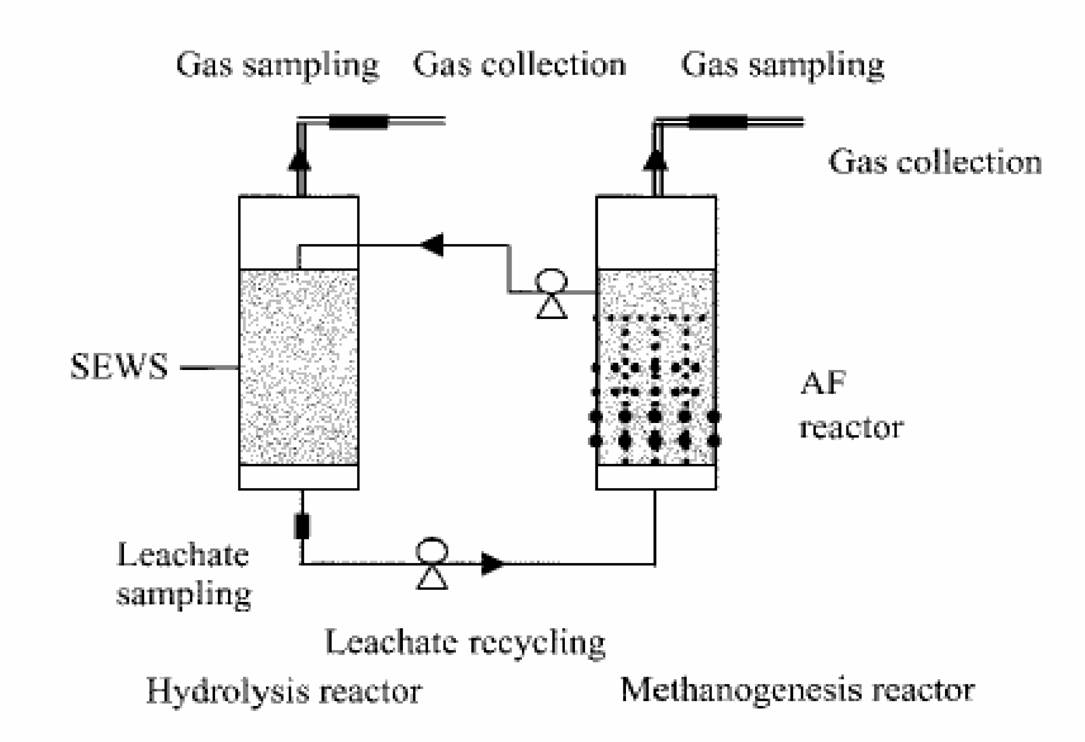
Figure
3. Two-phased digestion system
Part III: Thermo-chemical conversion of agricultural waste
a) Liquefaction of biomass for value-added chemicals
Liquefying biomass to produce the industrial chemicals is a novel method of utilizing biomass resource. In this part, wheat stover was liquefied in mild conditions and the liquefaction product was used as substitute of polyol to prepare polyurethane foam (PUF).
Polyethylene glycol and glycerin were used as the primary reagent and ancillary reagent. The organic acid was used as the catalyst. Before the reaction, wheat stover and liquefaction reagent were mixed thoroughly. Then, the mixture was added into a three-branch flask equipped with a condenser, thermometer and stirrer. The flask was heated by the oil bath. After the reaction was finished, the flask was taken out and cooled down to stop the reaction. Pure alcohol was added into the flask and mixed evenly. The solvent is filtrated to remove the residue. The filtrate after removing the alcohol was called biomass polyol.
Pretreatment of steam explosion, temperature, solvent-biomass ratio, glycerin, water content of biomass and organic acid affected the liquefaction. After optimizing the reaction conditions, the final residue percent was reduced to 5%. Infra-red analysis of the residue shows that lignin and cellulose were fully degraded, while semi-cellulose was partially degraded. Polyethylene foam (PUF) was prepared with liquefaction products (Figure 4). Its mechanical properties were close to PUF and its water-absorption is better.

Figure 4. polyethylene foam based on biomass liquefaction products
b) Fast pyrolysis of biomass
Free fall fast pyrolysis reactor ( being built up)
Part IV: solid state fermentation on inert support
a) Batch solid state fermentation on inert support
Solid state fermentation (SSF) needs lots of space and cannot be operated continuously. In order to improve it, inert material was used in SSF as support of microorganisms. The most important advantage of this type of SSF is the good aeration condition which is difficult for conventional SSF. The volume of media absorbed on the surface of support is controlled lest free water exists. Media exist in the form of incontinuous liquid film on the surface of inert support and is surrounded by continuous air. The microbe growing in the liquid film can get enough air and do not need any mechanic stirring which is essential for most types of SSF. Good aeration condition makes the microbe grow better and get higher productivity.
Although, application of inert support increases its fermentation cost, the extract cost is reduced because of high concentration of product and easy separation from the support. Totally this type of SSF is feasible in industry and especially in producing high added-value products, such as metabolites and enzymes.
b) Continual solid state fermentation on inert support
This part is the extension of batch solid state fermentation on inert support. Flask fermentation for alkaline protease has been done using PUF as inert carrier. Based on it, continuous SSF reactor was designed and process parameters were optimized.

Figure 5 Continual solid state fermentation reactor on inert support
Part V: Environmental assessment of treating the waste